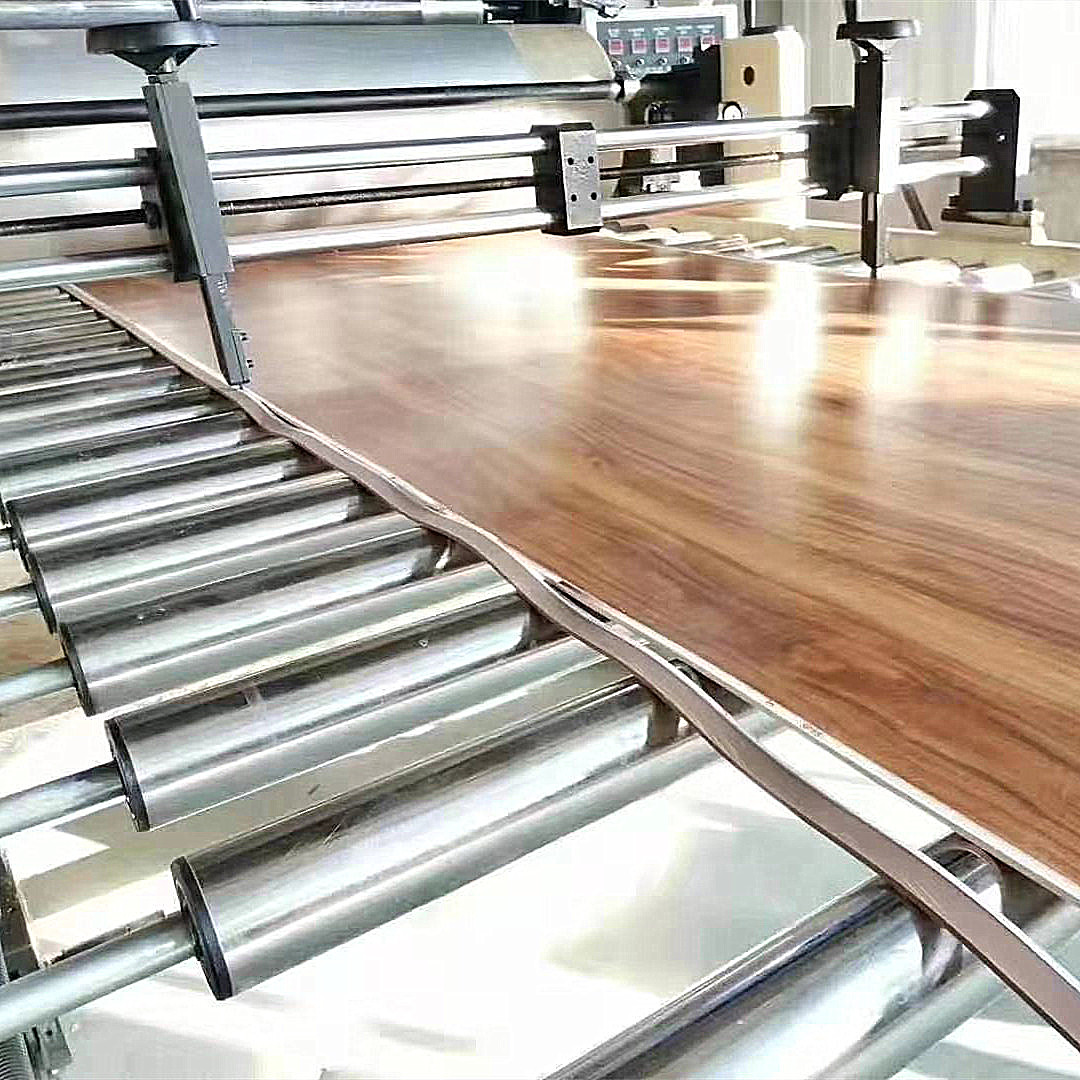
���ִ�������ֳ���������ǹ�ģ����ֳ�������ݶ��������������ڣ����������й�ķ���û�б���ʱ������ȥ�����������ォ������������·���һ���̶ȵĽ��⣬�ӷ���������������к����壬��Щ�к�������������������������������ڿ������������½������ݻ�е�����������ǵ������ͷ�ֳ���ܾͻ��ܵ�Ӱ�죬����ʱ������������������������ ��ˣ�������ֳ������Ҫ��ȡ�ʵ�����ʽ����ʱ�������������ڵķ�㣬�Ա��ں��ڵ��������������Ծ��õ��������������ᵽ����ֳ����PP���ϰ�Ƭ���豸��
��ֳ����PP���ϰ�Ƭ���豸�õ���PP���ϣ�Ϊʲô�أ������ã��õ�ס����ɫ���ɫ���ǵģ������Ͽ���������࣬���ǣ�ԭ�����Ǵ�PP������һЩʣ����½��ϣ��������ӵ��䷽�Ƿ�������ĥ�IJ��ϣ����Ǹ��ֻ���ɫ�أ������Ͽ��������������Ա�һ�£�������ȣ����˵���Ĵ��������������ʹ�ã����ǧ�ѿ�Ǯ����ѡ������˵ģ��ӵĻ����Լ�����3-5�ꡣ����5-10����һ��������ԭ���Ϻͺ��������ѭ��ҵ���£�ʵ�����ǣ������Ƕ�����Dz���ȥ������1����ƫƫ0.9�����飬һ��Ǯһ�ֻ���Ҫʹ��������������ô��������PP���ϰ�Ƭ�ĵ��豸����Ҫ�Ƚ����������һ����ֳ����PP���ϰ�Ƭ���豸��
�ൺ���ϼ�����е����˾��������ֳ����PP���ϰ��Ƭ�ľ����豸��PP���ϰ��豸�����ҹ�˾�Ķ������ʵ�����о����䷽�Ķ�ε��������ڽ����PP��ĺ������������˺�����⣬ʹ��ָ��ﵽ�˿ͻ���Ҫ�������ͬһ��ȡ����ȡ����ȵ�����£���Ʒ������˺��ǿ�ȵ������������Ʒ��������������Ч�ʡ������˳ɱ�������˿ͻ������ʡ�
����
��ֳ����PP���ϰ��Ƭ�ľ����豸���ص����ݸ˲���������������ܻ�������ƣ��¼���ģͷ����ҳ��˫������ƣ�ʹ��ĺ�����Ϊ�����¶ȿ���±1���ɾ�ȷ�����ܻ����̼���ĺ�ƽ���Σ�����ѹ�������ˮƽ����ֱ��45°��бʽ��������������ʽ����ĺ��Ʋ����ݸ˵�����ѹ��˫������ɾ�ȷ���ư�ĺȣ��������ƵĹ�Ͳ�¿�ϵͳ�ܾ�ȷ����ѹ����Ͳ�¶�ʹ��ģ����ȣ���Ƭ������ij��ȼ����������վ�̨װ�ã����ø�ת���������������ٶȼ����������������Զ����������趨��Ʒ���ȡ�����
PP���ϰ���豸���������ൺ���ϻ�е����˾�IJ�Ʒ���ҹ�˾�������������Ͳ��豸��PS/PCƬ���豸�ȡ�
��ֳ����PP���ϰ��Ƭ�ľ����豸��PP���ϰ��豸��������������:
| �ͺ� |
��Ʒ���ȣ�mm�� |
��Ʒ��ȣ�mm�� |
������kg/h�� |
�������ٶȣ�m/min�� |
�����߳��ȣ�m�� |
װ���ܹ��ʣ�kw�� |
| KSP-1200 |
1200 |
1-8 |
500 |
4 |
30 |
330 |
| KSP-1600 |
1600 |
1-8 |
600 |
4 |
35 |
350 |
| KSP-1500 |
1500 |
1-20 |
600 |
2.5 |
30 |
350 |
1����ֳ����PP���ϰ��Ƭ�ľ����豸��PP���ϰ��豸ˮƽ��������Ƭ�Ļ������ߣ�
��������Ҫ����������������ģ�ߡ�ѹƬ��������̨��ǣ�������жϻ������ϼܻ��վ�������ɣ�
���������������ּ�,���ֲ��úϽ�ֲ���ĥ�ݴ���,�����ڸ��������ǿ����ʽ,�������и�Чˮ��ȴϵͳ��
���ݸ˲��ϲ���38CrMOA1A���ʵ����֣���������������������Ͻ�
���Ͳ���ϲ���38CrMOA1A���ʵ����֣���������������������Ͻ�
��ɼӹ���ԭ�����У�PP��PE��PVC��PS��ABS��;
�ﱾ������Ҫ�����ڣ��ľ���Ʒ�������ļ��еȣ�����Ʒ���������ܱ������ܱ��ɺеȣ�������������Ƶȣ�
2��
PP���ʹ��豸��PP���ϰ��豸ˮƽ����˫������Ƭ�������ߣ�
���û�����Ҫ����������������ģ�ߡ������������ѹƬ��������̨��ǣ�������жϻ����������ɣ�
���������������ּ�,���ֲ��úϽ�ֲ���ĥ�ݴ���,�����ڸ��������ǿ����ʽ,�������и�Чˮ��ȴϵͳ��
���ݸ˲��ϲ���38CrMOA1A���ʵ����֣���������������������Ͻ�
���Ͳ���ϲ���38CrMOA1A���ʵ����֣���������������������Ͻ�
��ɼӹ���ԭ�����У�PP��PE��PS��.
��ֲ�ṹ��AB��ABA.
�ﱾ������Ҫ�����ڣ��ľ���Ʒ�������ļ��У�����Ʒ���������ܱ������ܱ��ɺеȣ�������������Ƶȣ�
��ֳ����PP���ϰ��Ƭ�ľ����豸�����ص㣺
1.PVC���ϰ�������߿���Ԥ��:���ǿ���֮ǰʹģ�����ȶ���,��Ԥ��Ҫ��ģ���ȡ�
2.��ģ:����ģ�г̵ĺ�����������������߲�Ʒ��ģ����Ʒ����Ч����
3.PVC���ϰ��������Ԥ��:�����������ģ�ڣ���ģ�߽���Ԥ�ȣ�ʹģ�ߵõ�Ԥ�ȵ�ͬʱ���������ڼ������ˮ��������ų�������:���ģ���¶ȣ���ǿ��Ʒ�����۽�ȡ�
4.������:�����Ʒо�����ڲ��۽��ԡ������Ⱥġ��˷����������ء�
5.˫������:��һ����ǿ����Ч������߲�Ʒ����������
6.����(����):���з��رգ��������ģ�ߵ����ȣ�ʹ��Ʒ���б��¼��ȡ������ڲ�Ʒ�����۽��ԣ��ܽϺý�Լ��Դ(����)��
7�����ȴ:��շ�����ձó���ա�ʹģ�ߺ���Ʒ�ڵ�������ˮ��ȫ���ſգ�������ַ��ݼ��������Ʒ���͡�ʹģ���γɸ�ѹ�������ڲ�Ʒ������ģ��
 ɨһɨ���ֻ����
ɨһɨ���ֻ����