 ɨһɨ���ֻ����
ɨһɨ���ֻ����-
��ϸ��Ϣ
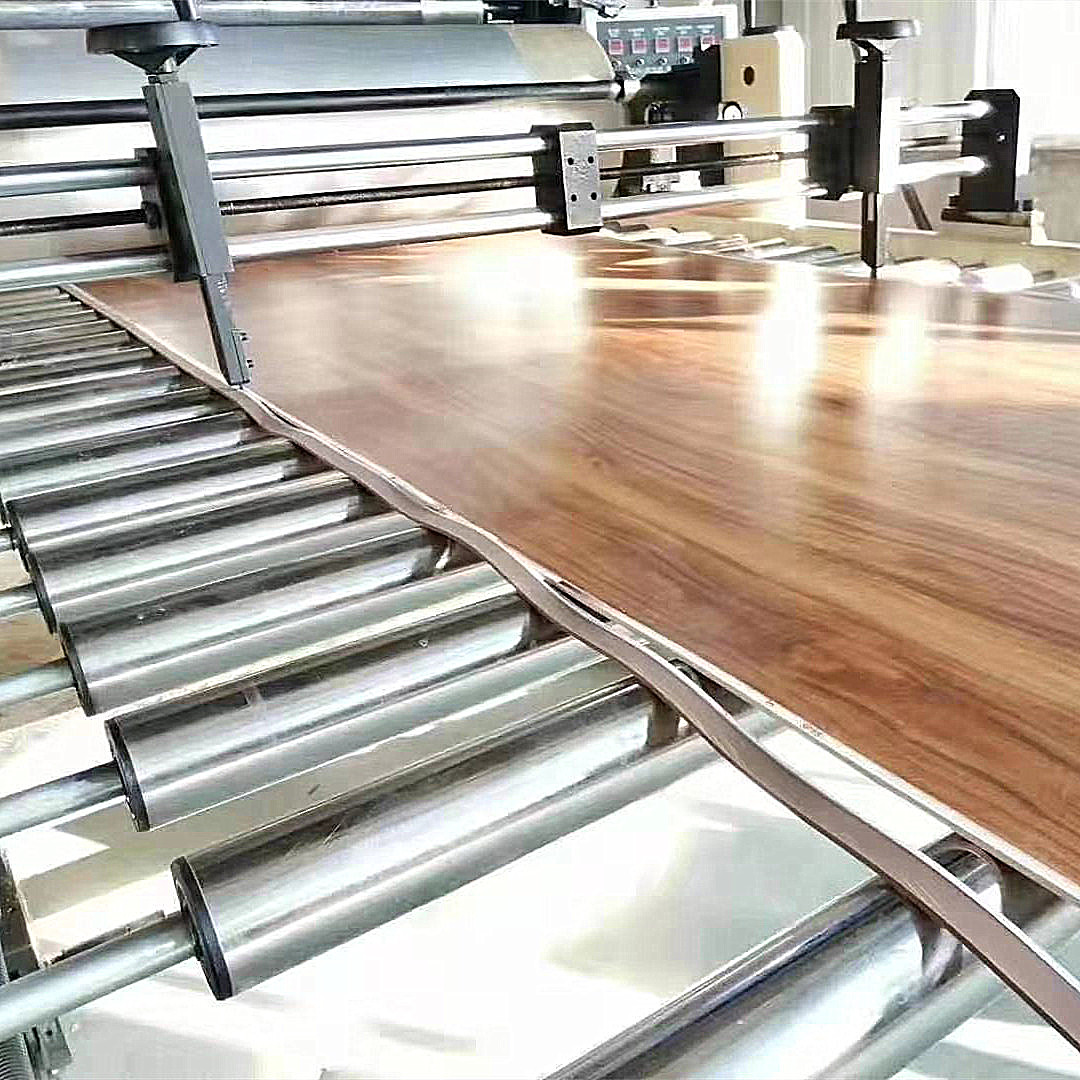
һ��SPCʯ�ܵذ��豸����������ɣ�һ�����ǽ��������ڼ�����Ͳĩ�˵Ĺ��̡����Ǽ������͵�“ǰ��”��“����”�Ρ��˽����õ��豸��Ϊ“�����豸”������������������������ڶ������ǽ����ܻ��õ��������徭����ģ���ͣ��پ�������װ�ö��ͣ��پ���ǣ�����жϻ������ȹ������Ϊ��Ʒ�Ĺ��̡����Ǽ������͵�“���”�����νΣ��˽����õ��豸��Ϊ“�����豸”������������������PP���ϰ���豸�����߹������̣�ԭ�������豸→����װ��→��������װ��→����/������→��ͷ/����װ��→����→�ö�/�վ�װ�õȡ�
SPCʯ�ܵذ��豸���������������ƣ�
1���¶ȿ��ƣ���Ͳ�¶ȣ��ɼ��϶������ڶ��¶������ߣ����ڶ�����ͷ���Ӵ��¶ȳ������½����ơ���ͷ�¶ȣ�һ���Ը��ڻ�Ͳ�¶ȣ�ͬʱΪ�˿���������������ͷ���ȷ�����Ͼ��ȣ��¶�����Ϊ��ͷ�в��¶��Ե��������¶ȡ����ǣ���ͷ�¶Ȳ��ܹ�����ͣ��ⶼ��Ӱ�����������ٶȣ���ɰ�����ȹ���ϴ�3��ѹ����¶ȣ�Ӧ�ǽ��Ϲ��¶�ƫ�ߣ����Ϲ��¶�ƫ�ͣ����������㹤��Ҫ��
2���ٶȣ�ѹ���ǣ���ٶ�Ӧ�Ը��ڰ����ӻ�ͷ���ڼ����ٶȣ���ǣ���ٶ�Ҫ���ݴ��ڼ�϶������ȿ���������������ѹ��������ٶȡ�
3����ȣ���Ҫ�ɵ�����ͷ���ڼ�϶����֤�����ڼ�϶Ӧ���ڻ���ڰ�ĺ�ȡ�
SPCʯ�ܵذ��豸���õIJ�����PVC��PVC����Ҫ������������Ʒ��֮һ����1957���״�ʵ�ֹ�ҵ��������������չ�ٶ�һֱ���ڸ�������֮�ס���һ�ַǼ������ϣ����������Ļ�ѧ�ȶ��ԣ����ҽᾧ��Խ�ߣ���ѧ�ȶ���Խ�ã�������ѧǿ�ȡ����Ժ���Ӧ�����ѳ���HDPE����ͻ���Ŀ�����ƣ�����ܣ����Ժ������ڰ�װ��ҵ�ľ���Ʒ�������ļ��У�����Ʒ���������ܱ������ܱ��ɺеȣ�������������Ƶȣ���
SPCʯ�ܵذ��豸��ά����������ϵͳ��顢������ȴϵͳ��顢��ȫװ�ü�顢��ϵͳ��顢����ϵͳ��顢��̨��ϴ�����Ӱ��¼��д��ϸ�ڣ����ڲ�����Ļ��ڿͻ�����ϵ�豸��Ӧ�����ൺ���ϼ�����е����˾���ͺ� ��Ʒ���ȣ�mm�� ��Ʒ��ȣ�mm�� ������kg/h�� �������ٶȣ�m/min�� �����߳��ȣ�m�� װ���ܹ��ʣ�kw�� KSP-1200 1200 1-8 500 4 30 330 KSP-1600 1600 1-8 600 4 35 350 KSP-1500 1500 1-20 600 2.5 30 350 



-
�ൺ�ڻ�����е�豸����˾
���ϼӹ�ר���豸��ģ�ߡ�������������졢���ۡ����ϰ塢���Ϲܡ������Ͳġ������ӹ������ۣ���Ӫ����ҵ�Բ�Ʒ�������Ľ���ҵ��ͱ���ҵ����Ļ�е�豸

�ڻ�����еSPCʯ�ܵذ��豸SJ120/33
ҳ��۸�����ο�����������ϵ���������� �۸� - �R1 ̨
��354000.00
- ��Ʒ�ͺţ�SJ120/33
- Ʒ �ƣ��ڻ�����е
- �� �� �أ�ɽ���ൺ
- �������ڣ�2025-02-20
ѡ�� 1̨���� ��354000.00 ������ -+�ϼƣ�1̨�ܼۣ�354000.00Ԫ��������������Ϊ������ƽ̨����������Ϣ�����ṩ�ߣ����٣�����վ���ͻ��˵ȣ���չʾ����Ʒ/����ı��⡢�۸��������Ϣ����ϵ�ɵ��̾�Ӫ�߷���������ʵ�ԡ�ȷ�ԺͺϷ��Ծ��ɵ��̾�Ӫ�߸��𡣹���������������Ʒ/����ǰע�������ʵ����������Ʒ/����ı��⡢�۸�������κ���Ϣ���κ����ʵģ����ڹ���ǰͨ����������̾�Ӫ�߹�ͨȷ�ϣ������ϴ��ں������̣��������ֵ��������κ�Υ��/��Ȩ��Ϣ�����ڹ�����ҳ����Ͷ��ͨ������Ͷ�ߡ�