 ɨһɨ���ֻ����
ɨһɨ���ֻ����-
��ϸ��Ϣ
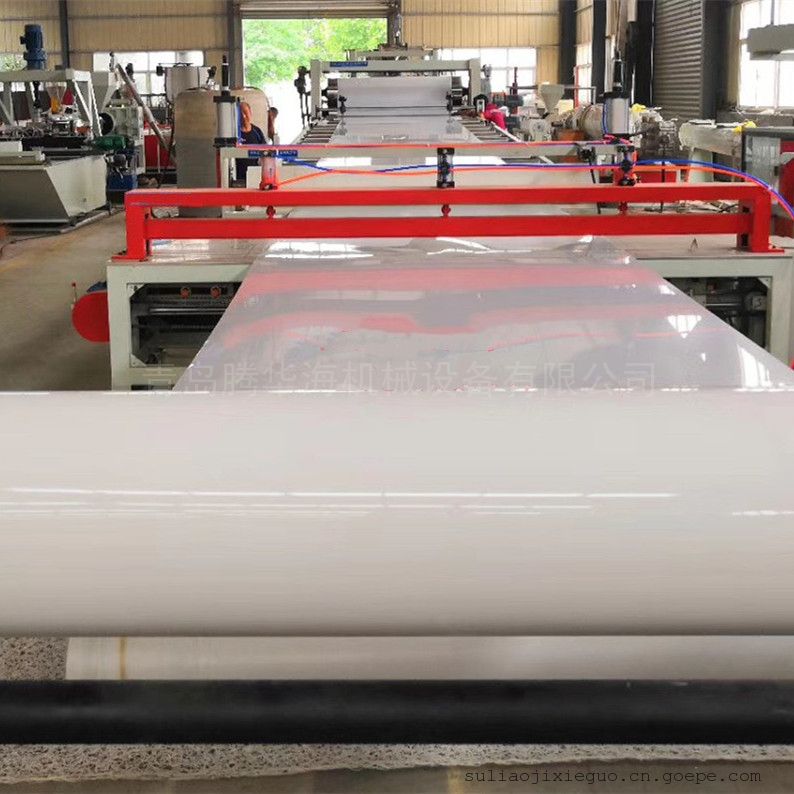
�ൺ�ڻ�����е�豸����˾�������������Ƚ��������������ƿ�����PE��PP��PC��PS���ϰ������������Ҫ��������PE��PP��PC��PS�Ȱ�ģ���ĺ�ȷ�Χ������20-60mm����Ŀ���750-1800mm��PS��������������豸�Ķ����������ɲ����������Ʋ�Ʒ������ҹ�˾����İ���豸���켼���;��飬ʹ֮���ӿɿ������ơ���������Ʒ�����ࡢ�ߴ����С��������ʴ����Ե��ǿ������ŵ㡣PE����������������ص���;:����ǿ�ȸߣ����£��������ܺã��ɽ�����䣬��ǿ�����ͣ����գ���ȼ�����ԣ������ѹ����ĥɰ��ʹ���¶ȸߣ�100�����ң���������е���ܺá���Ҫ���ڻ��������ˡ���������е�豸�������ҵ��
PS���ϰ�������ߡ�PS����Ƭ����������Ҫ��������:
PE��PP��PC��PS���ϰ��������������ƽ��˫�ݸ˼����������ģ�ߣ���ն��ͺͰ���ǣ���ȸ���������ɣ�Ӧ��ǰ��ʮ�ֹ���.�豸�ͺ� SJ-GS-2000 ��Ʒ��� 1-30mm ��Ʒ���� 600-2000mm ��Ʒ���� 2400(���Զ���) ������ 80-800kg/h �����ݸ�ֱ�� 65-200mm
1.���ϰ���������豸���ܣ�
PS���ϰ�������ߡ�PS����Ƭ�������������ص㣺�������� SJ120-170���ݸ˼����� �ݸ˳����ȣ�L/D�� 35:1 �ݸ�ת��(r/min) 73-90 ��������ʣ�kw�� 132-220 ��������(kg/h) 400-800 ����ѹ�������×ֱ��mm 1800×Φ500 ����ѹ����ת��r/min 0.15-3 ǣ���ٶ�r/min 0.15-3 ǣ������kw 4 �и��kw 4 �������γߴ磨��×��×�ߣ�m 45-55×3.5×4.25
1.PVC���ϰ�������߿���Ԥ��:���ǿ���֮ǰʹģ�����ȶ���,��Ԥ��Ҫ��ģ���ȡ�
2.��ģ:����ģ�г̵ĺ�����������������߲�Ʒ��ģ����Ʒ����Ч����
3.PVC���ϰ��������Ԥ��:�����������ģ�ڣ���ģ�߽���Ԥ�ȣ�ʹģ�ߵõ�Ԥ�ȵ�ͬʱ���������ڼ������ˮ��������ų�������:���ģ���¶ȣ���ǿ��Ʒ�����۽�ȡ�
4.������:�����Ʒо�����ڲ��۽��ԡ������Ⱥġ��˷����������ء�
5.˫������:��һ����ǿ����Ч������߲�Ʒ����������
6.����(����):���з��رգ��������ģ�ߵ����ȣ�ʹ��Ʒ���б��¼��ȡ������ڲ�Ʒ�����۽��ԣ��ܽϺý�Լ��Դ(����)��
7�����ȴ:��շ�����ձó���ա�ʹģ�ߺ���Ʒ�ڵ�������ˮ��ȫ���ſգ�������ַ��ݼ��������Ʒ���͡�ʹģ���γɸ�ѹ�������ڲ�Ʒ������ģ��
PS���ϰ�������ߡ�PS����Ƭ��������������������
1�����ռ������IJ�����̣���ͨ��Դ��������������ѹ������ȡ���鸨����ת����ȴ�Ƿ�����������ͷ�����ֵ��νӡ���˨�Ȳ�����š����
2������Ҫ���������ѹ�����Ͳ�ļ�ࡣ
3�������������ȵ��趨ֵ����30min���ϣ�������������Ͷ�����������ϣ�ͬʱע���������ѹ������Ť��ֵ�Ƿ��ȶ��������強�������۲��������Ƿ���ȣ������������ڹ���ʹ�ذ�Ŀ��ȷ����ϵļ����ٶ���ͬ��ʹ������Ⱦ��ȡ�
4��������������������ѹ�����Ͳ�䣬��ʹ֮����ȴ������ǣ����ǰ�С�
5���������ǹ���ĵĺ�ȣ������������ٶȣ�ֱ����ĸ��ϳߴ�Ҫ��
PS���ϰ�������ߡ�PS����Ƭ��������ע�����
1����������Ͳ����ͷ�¶Ƚϸߣ�����ʱҪ�����ף����強��ʱ�������߲���λ�ڻ�ͷ����ǰ������ֹ�������⡣
2�����ڻ�ͷ������ѹ���ʱ����������Ӧ���������������豸��
3��ȡ�����������ѹ��ĸ���������ȶ������������������ߴ��ȶ����ɽ��С�



-
�ൺ�ڻ�����е�豸����˾
���ϼӹ�ר���豸��ģ�ߡ�������������졢���ۡ����ϰ塢���Ϲܡ������Ͳġ������ӹ������ۣ���Ӫ����ҵ�Բ�Ʒ�������Ľ���ҵ��ͱ���ҵ����Ļ�е�豸

PS���ϰ�������� PS����Ƭ��������
ҳ��۸�����ο�����������ϵ���������� �۸� - �R1 ��
��251100.00
- ��Ʒ�ͺţ�SJ90
- Ʒ �ƣ��ڻ�����е�豸
- �� �� �أ�ɽ���ൺ
- �������ڣ�2025-02-20
ѡ�� 1������ ��251100.00 ������ -+�ϼƣ�1���ܼۣ�251100.00Ԫ��������������Ϊ������ƽ̨����������Ϣ�����ṩ�ߣ����٣�����վ���ͻ��˵ȣ���չʾ����Ʒ/����ı��⡢�۸��������Ϣ����ϵ�ɵ��̾�Ӫ�߷���������ʵ�ԡ�ȷ�ԺͺϷ��Ծ��ɵ��̾�Ӫ�߸��𡣹���������������Ʒ/����ǰע�������ʵ����������Ʒ/����ı��⡢�۸�������κ���Ϣ���κ����ʵģ����ڹ���ǰͨ����������̾�Ӫ�߹�ͨȷ�ϣ������ϴ��ں������̣��������ֵ��������κ�Υ��/��Ȩ��Ϣ�����ڹ�����ҳ����Ͷ��ͨ������Ͷ�ߡ�